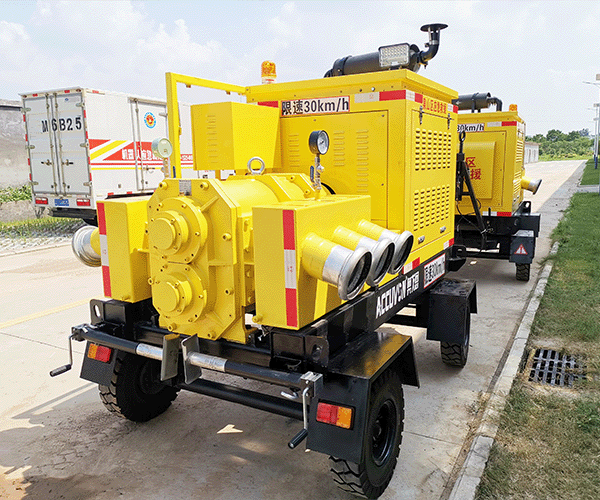
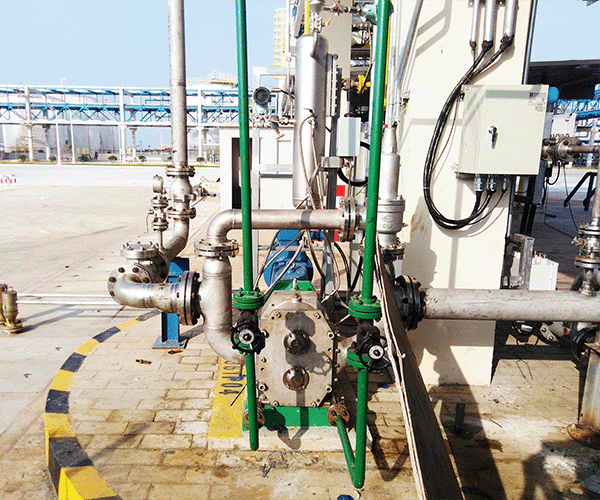
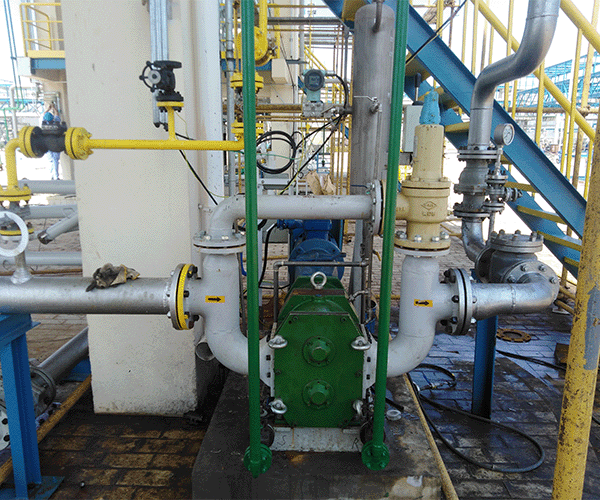
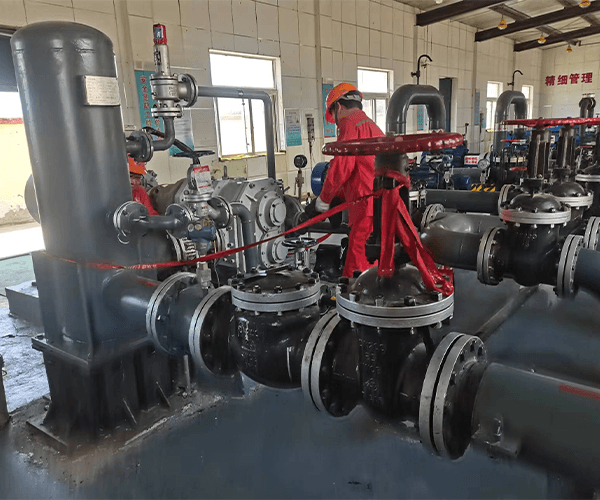
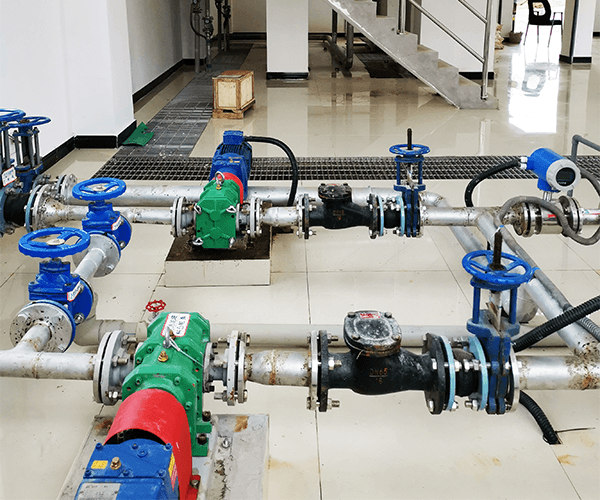
Oil spills happen from time to time. to prevent incidents, the emergency services and fire brigades have decontamination units. Depending on the size, they can decontaminate 40,000 to 160,000 litres of oil-water mixture in one hour. each unit contains three Accuvon Rotary Lobe Pumps. An AP140 self-priming mobile feed pump conveys the contaminated fluid to the unit, the pump is mounted in a Euro-box size frame and is selected to operate with inverter speed control, and there are two additional pumps in the container, also inverter controlled. After mechanical separation of the oil from the water, the separated high viscosity oil is pumped by another AP140 to a tanker truck, the separated water is returned to the river/drain or to the inlet of the separator if it still contains traces of oil, The customer chose Accuvon rotary lobe pumps because they require little space, operate with low shear effect and are perfectly flow controllable.